PRZYGOTOWANIE MATERIAŁU

Przygotowanie do produkcji monet zaczynało się od zgromadzenia odpowiedniej ilości kruszcu. Srebro łączono następnie z miedzią. Miedź jako znacznie tańsza zapewniała nie tylko pokrycie kosztów ale i zysk władcy. Proporcje te były bardzo szczegółowo określane w ordynacji menniczej. Oczywiście często na podstawie tajnych rozporządzeń dodawano kolejne porcje miedzi aby zwiększyć zyski. Po osiągnięciu odpowiedniego składu metal odlewano w płaskie sztabki zwane canami. Ta część procesu produkcji monet odbywała się zazwyczaj poza mennicą, w miejscu do tego stosownym, choć zawsze pod czujnym okiem wardajna, czyli urzędnika odpowiedzialnego za jakość stopu. Wardajn nie był pracownikiem mennicy choć jego wynagrodzenie pochodziło z tego źródła.
PRZYGOTOWANIE BLACHY

Po odlaniu cany były transportowane do mennicy, gdzie poddawano je obróbce tak, aby otrzymać odpowiedniej grubości blachę. Zazwyczaj sztabkę rozklepywano na kowadle młotkiem. Otrzymana blacha była jednak nierównej grubości. Aby uchronić się przed zanieczyszczeniami i niszczeniem blachy, należało bardzo dbać o narzędzia. Młotki i kowadła musiały być czyste i o gładkiej powierzchni. Wraz z rozwojem techniki wprowadzono, w XVI wieku, wyciągarkę walcową, którą nieustannie ulepszano. Urządzenie to przetrwało w mennicach do dnia dzisiejszego.
WYKONYWANIE KRĄŻKÓW MENNICZYCH

Po otrzymaniu blachy należało wykonać z niej krążki mennicze. W tym celu jeden z mincerzy zaznaczał na blasze za pomocą cyrkla lub wzorca zarys krążka. Następnie blacha trafiała do kolejnego mincerza, który za pomocą nożyc wycinał krążki. Przez wieki doskonalono tą fazę produkcji aby jak najlepiej wykorzystać cenny materiał. Resztki materiału oraz nieudane krążki trafiały z powrotem do pieca. Po wycięciu krążki były czyszczone mechanicznie za pomocą bębnowania drobnym piaskiem i popiołem a następnie chemicznie grzejąc krążki w ogniu i poddając je działaniu soli i kwasu winnego. W ten sposób usuwano miedź z powierzchni krążka, przez co powstawała warstewka czystego srebra, porowata i łatwo ścierająca się w trakcie użytkowania monet. Często z blachy wycinano nie koła a kwadraty. Następnie młoteczkami rozklepywano je do pożądanego kształtu odcinając tylko 4 malutkie rogi. Pozwalało to ograniczyć straty cennego materiału. Dla niektórych monet dużych i grubych, takich jak na przykład talary, odlewano krążki w specjalnych formach wielokrotnego użytku.
STEMPLE MENNICZE
 W mennicy przygotowywano stemple. Często jeden wiodący warsztat wykonywał stemple dla wielu mennic. Stemple wykonywano z żelaznych walców których powierzchnię pracującą dokładnie wyrównywano. Rysunek przygotowywano w ten sposób, że najpierw wykonywano go w powiększeniu na papierze a następnie był on odwracany (odbicie lustrzane) i zmniejszany do odpowiedniej wielkości. Przy wykonywaniu stempli stosowano dwie techniki: grawerowanie i puncowanie. Grawerowanie za pomocą rylców grawerskich daje doskonałe efekty lecz jest pracochłonne i wymaga doświadczonych grawerów. Znacznie szybsze i prostsze w zastosowaniu były punce. Za ich pomocą można było wykonać niektóre prostsze elementy stempla, takie jak perełkowanie i elementy składające się z kresek, kółek i trójkątów. Puncami wykonywano także napisy, liczby i daty.
W mennicy przygotowywano stemple. Często jeden wiodący warsztat wykonywał stemple dla wielu mennic. Stemple wykonywano z żelaznych walców których powierzchnię pracującą dokładnie wyrównywano. Rysunek przygotowywano w ten sposób, że najpierw wykonywano go w powiększeniu na papierze a następnie był on odwracany (odbicie lustrzane) i zmniejszany do odpowiedniej wielkości. Przy wykonywaniu stempli stosowano dwie techniki: grawerowanie i puncowanie. Grawerowanie za pomocą rylców grawerskich daje doskonałe efekty lecz jest pracochłonne i wymaga doświadczonych grawerów. Znacznie szybsze i prostsze w zastosowaniu były punce. Za ich pomocą można było wykonać niektóre prostsze elementy stempla, takie jak perełkowanie i elementy składające się z kresek, kółek i trójkątów. Puncami wykonywano także napisy, liczby i daty.
BICIE MONET
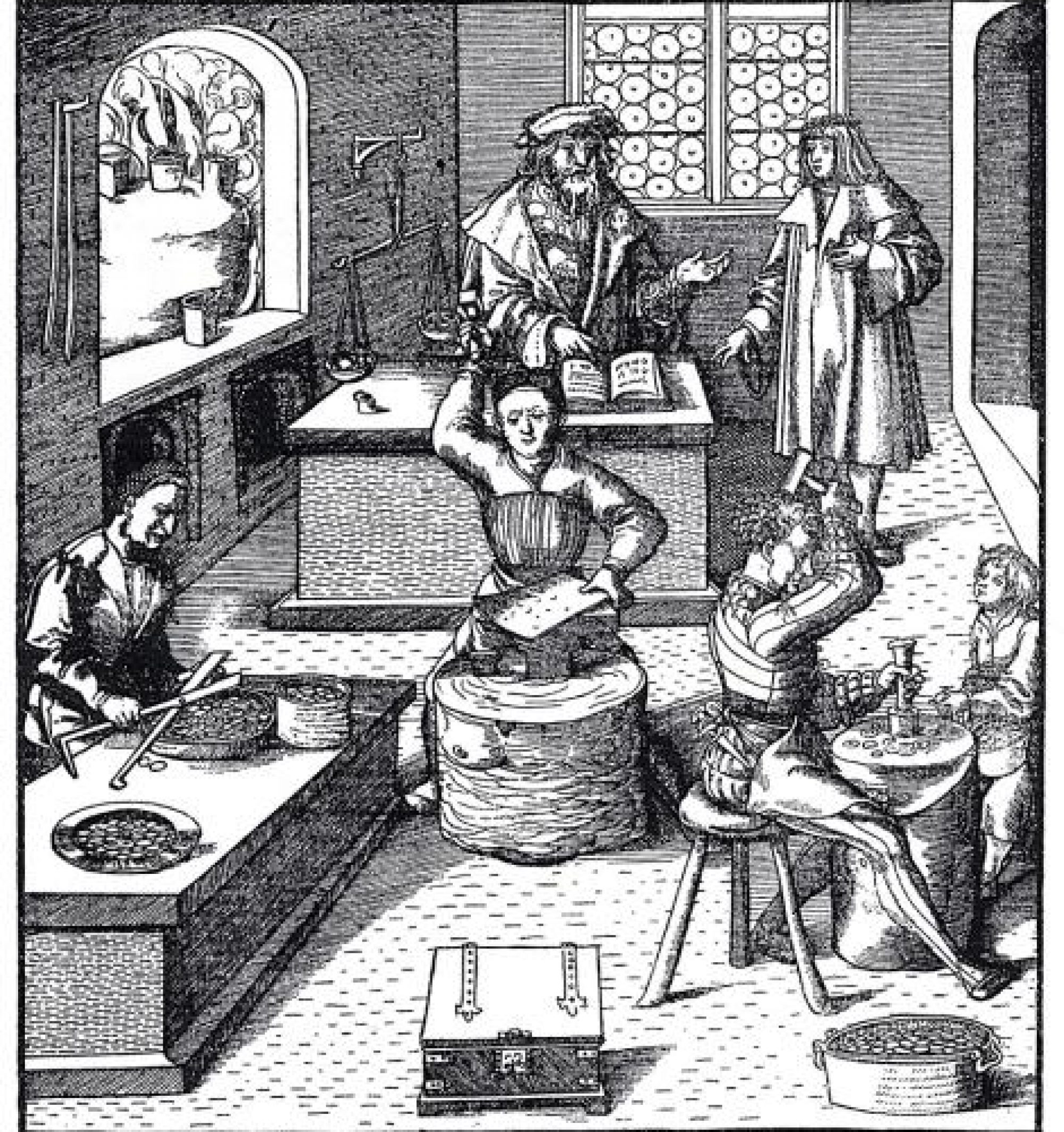
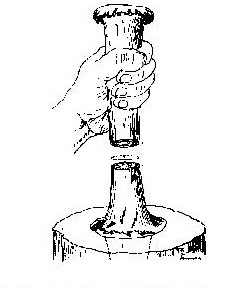
 Po wykonaniu krążków oraz stempli można było przystąpić do wybijania monet. Przycinano odpowiedniej wielkości pniak a następnie mocowano do niego stempel dolny. Mincerz oraz jego pomocnik (który podkładał krążki) zajmowali miejsca naprzeciw siebie. Teraz od precyzji poprzednich pracowników mennicy oraz od doświadczenia mincerza i jego pomocnika zależała jakość wykonania monety. Procedura wybijania monet wyglądała tak, że pomocnik kładł krążek ma dolnym stemplu, następnie mincerz przykładał stempel górny i uderzał młotkiem raz a mocno w stemple. Ten etap produkcji podlegał największym usprawnieniom na przestrzeni dziejów. Jednym z najprostszych unowocześnień było zastosowanie kafara do bicia dużych monet. Kolejną innowacją było wprowadzenie w XVII wieku prasy balansowej. Prasa taka, poruszana przez kilku pracowników, wybijała monety bardzo dokładnie i ze znacznie większą prędkością niż mógłby to zrobić człowiek. Ręczne bicie monet zarzucono całkowicie we Francji w 1645 a w Anglii w 1662.
Po wykonaniu krążków oraz stempli można było przystąpić do wybijania monet. Przycinano odpowiedniej wielkości pniak a następnie mocowano do niego stempel dolny. Mincerz oraz jego pomocnik (który podkładał krążki) zajmowali miejsca naprzeciw siebie. Teraz od precyzji poprzednich pracowników mennicy oraz od doświadczenia mincerza i jego pomocnika zależała jakość wykonania monety. Procedura wybijania monet wyglądała tak, że pomocnik kładł krążek ma dolnym stemplu, następnie mincerz przykładał stempel górny i uderzał młotkiem raz a mocno w stemple. Ten etap produkcji podlegał największym usprawnieniom na przestrzeni dziejów. Jednym z najprostszych unowocześnień było zastosowanie kafara do bicia dużych monet. Kolejną innowacją było wprowadzenie w XVII wieku prasy balansowej. Prasa taka, poruszana przez kilku pracowników, wybijała monety bardzo dokładnie i ze znacznie większą prędkością niż mógłby to zrobić człowiek. Ręczne bicie monet zarzucono całkowicie we Francji w 1645 a w Anglii w 1662.
SPRAWDZANIE JAKOŚCI MONET

Po wybiciu monety trafiały do kolejnego mincerza, który sprawdzał ich jakość. Sprawdzano zgodność monety ze wzorcem wagi. Wagę sprawdzano bardzo rygorystycznie. Ordynacje mennicze na podstawie których mennice pracowały, określały szczegółowo wagę monet oraz dopuszczalne odchylenia na wadze. Monety zbyt lekkie lub zbyt ciężkie powtórnie przetapiano na koszt mennicy. Po pomyślnym przejściu tego sprawdzianu monety były czyszczone i wprowadzane do obiegu.